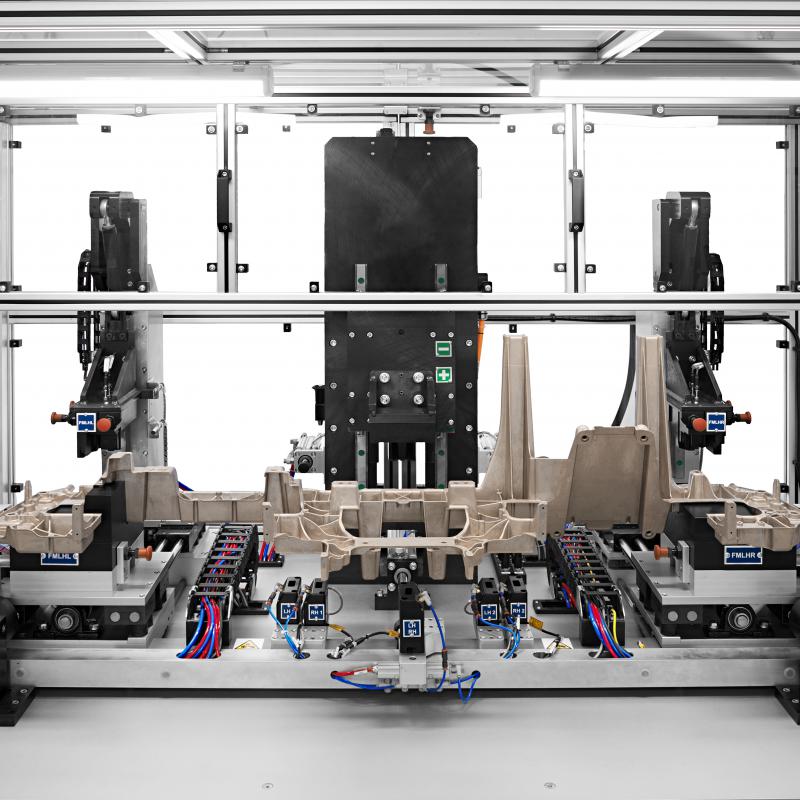
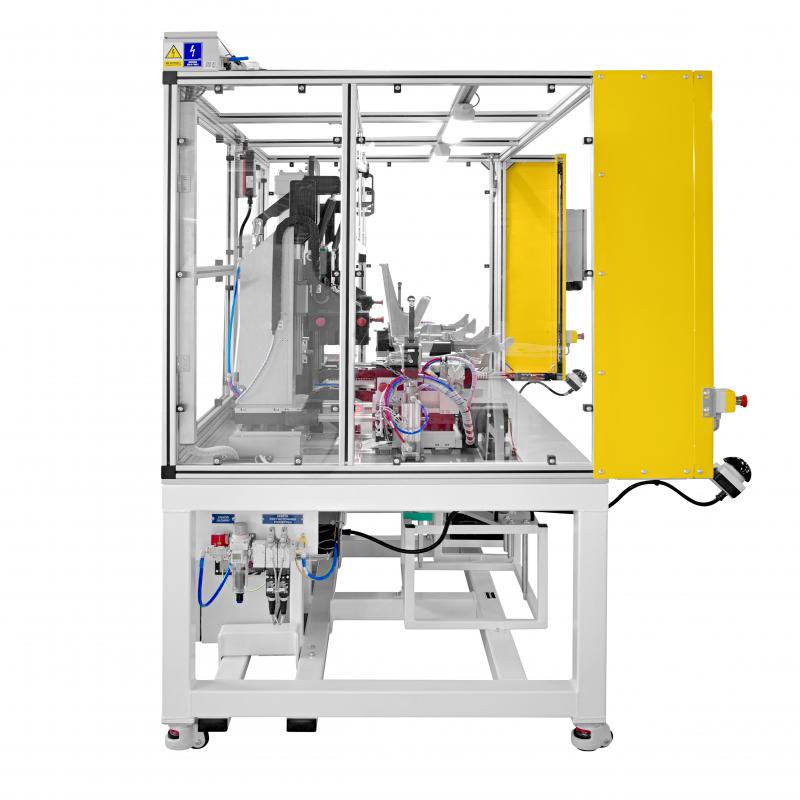
Stanice pro ohýbání osy X
Stanice pro korekci geometrie odlitků skeletu přístrojové desky v horizontální ose X.
Odchylka od šablony se měří pomocí laserových snímačů a vyrovnává se ohýbáním obrobku pomocí elektrického servo-lisu. Proces se několikrát opakuje, dokud nebude chyba v rámci nastavené tolerance.

Určeni zařízení
Hlavním určením stroje je ohýbání obrobku v ose X za účelem zlepšení geometrie odlitku.
Popís provozu:
- vložení obrobku do spodních zásuvek vysunutého pohyblivého modulu;
- spuštění cyklu stisknutím tlačítka START CYKLU;
- znehybnění obrobku předběžnými svorkami;
- měření správnosti odlitku vzhledem ke jmenovitému rozměru;
- přísun obrobku k pracovnímu prostoru stroje;
- uzavření obrobku na obou stranách hlavními svorkami;
- ohýbání obrobku pomocí sevření v ose X. Udržení v této poloze po požadovanou dobu;
- odstranění ohýbacího mechanismu;
- uvolnění hlavních svorek;
- návrat do základní polohy;
- opětovné změření geometrie obrobku a porovnání se stanovenou tolerancí.
- Pokud je obrobek stále mimo toleranci, ohýbání se opakuje maximálně třikrát (další nedostatečný výsledek spustí alarm);
- Obrobek v toleranci je označen na pravé straně a uvolněn ze sevření (OK kus).
Konstrukce zařízení
OPERÁTORSKÝ PANEL
Ovládací prvky a displej umožňují sledovat stav procesu, kontrolovat jeho průběh a pravidla a řídit pohyb jednotlivých pohonů stroje.
SENZORY PRO MĚŘENÍ ODCHYLKY OBROBKU
Nástrojem, který kontroluje stupeň nepřesnosti obrobku vzhledem k referenční geometrii, je jednotka snímačů Keyence IL-100. Tato zařízení umožňují měření s přesností 4 µm.
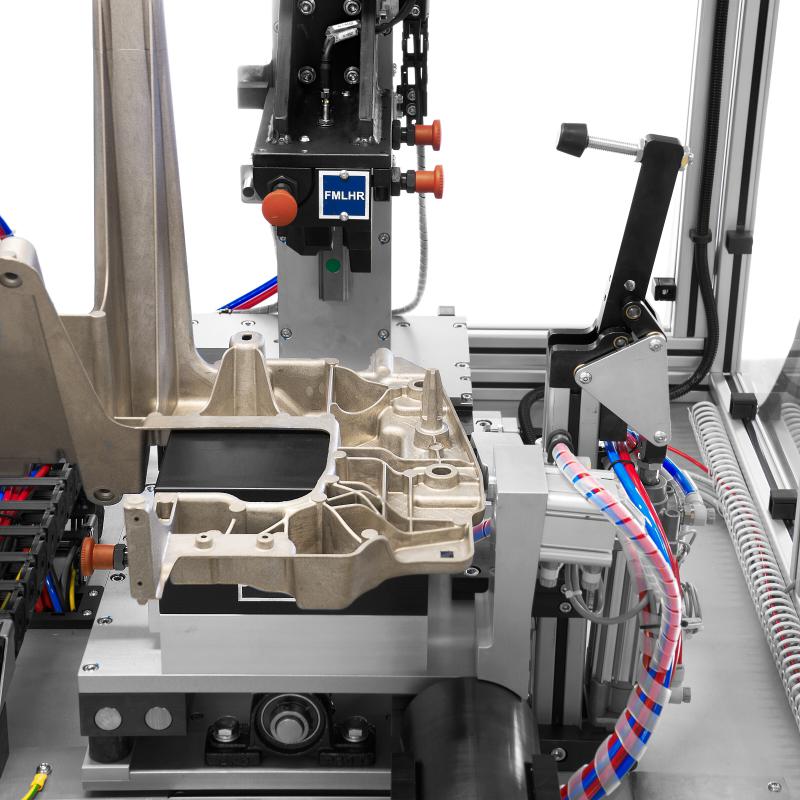
MODUL PŘEDBĚŽNÉHO SEVŘENÍ
Účelem tohoto modulu je znehybnit obrobek pro proces obrábění. Svěrací rameno je poháněno pneumatickým válcem SMC CP96SDD40-80C se zdvihem 80 mm.
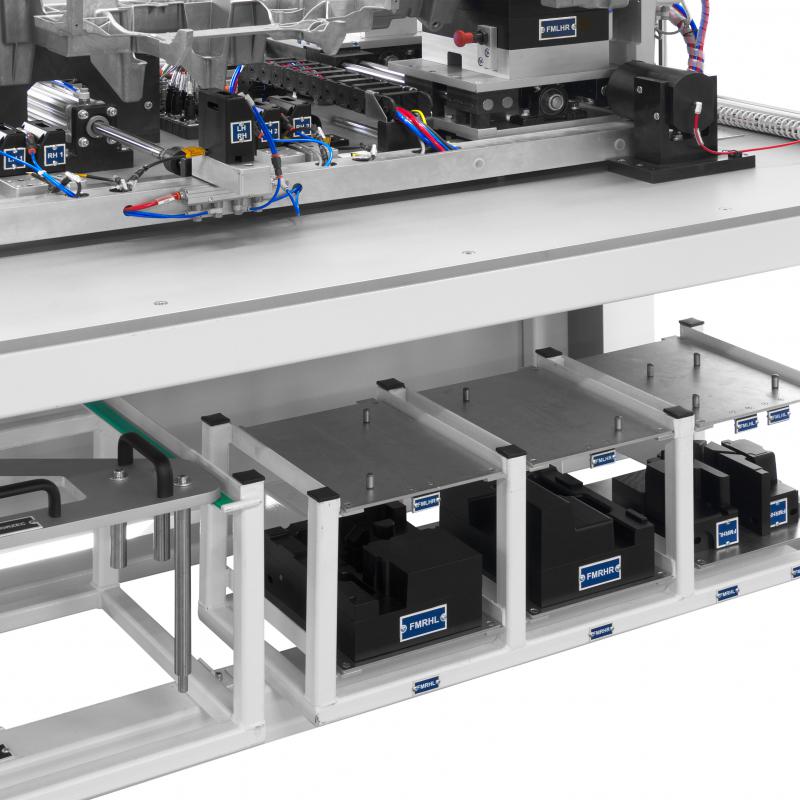
MODUL BOČNÍHO SEVŘENÍ
Boční dorazy jsou určeny k přesnému umístění obrobku před prováděním operací na stroji. Vzhledem k nepravidelnému tvaru obrobku je stroj vybaven speciálními spodními a horními zásuvkami, jejichž nosné plochy jsou modelovým odrazem referenční geometrie. Po předběžném umístění obrobku operátorem do spodních zásuvek se provádí lisování pomocí lisů vybavených horními lisovacími zásuvkami. Hnací základnou svěracího modulu jsou pohony SMC CP96SDD50-320C. Základem lisu je kolenový mechanismus, který znásobuje lisovací sílu a blokuje možnost vysunutí lisu.
MODUL OHÝBÁNÍ OSY X
Modul pro ohýbání vodorovné osy vybavený vysoce kvalitním servo-lisem SMC EMC-080-NN-2-150 je navržen tak, aby zlepšil geometrii odlitku. Směr posuvu lisu pracuje kolmo k oblouku obrobku a po dosažení nastavené dráhy zůstává v této poloze po požadovanou dobu, aby došlo ke stabilizaci změn. Lis je vybaven univerzální nevyměnitelnou zásuvkou, kompatibilní s referencemi FM2940100008A a FM2940100300A.
Výhody pro zákazníky / užívatele
- zlepšení kvality odlitku odstraněním odchylek geometrie obrobku od vzorového modelu;
- přesné měření velikosti chyby;
- stroj vybavený nezbytnými bezpečnostními opatřeními podle normy PN-EN ISO 12100, jako jsou: nouzové zastavení, světelná clona, bezpečnostní spínač, ochranné kryty;
- systém rychlé výměny zásuvek (kódované) – lze ohybat levé a pravé reference;
- snadný servisní přístup pro pracovníky údržby – dvojité dveře v zadní části stroje;
- ergonomická konstrukce.